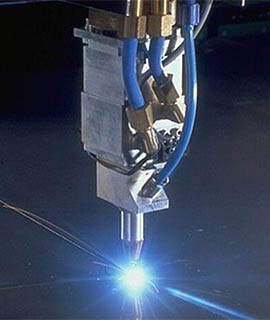
在进行激光焊接时由于铝合金对激光的反射率极高, 焊接过程中气孔敏感性高, 焊接时不可避免地会出现一些问题缺陷,如气孔、热裂纹、炸火、虚焊等,很多电池厂家都会为此大伤脑筋。
由于动力电池的电芯由于遵循“轻便”的原则,通常会采用较“轻”的铝材质外,还需要做得更“薄”,一般壳、盖、底基本都要求达到1.0 mm 以下,主流厂家目前根据电池容量不同壳体材料厚度以0.6mm和0.8mm两种为主,在进行激光焊接时由于铝合金对激光的反射率极高, 焊接过程中气孔敏感性高, 焊接时不可避免地会出现一些问题缺陷,如气孔、热裂纹、炸火、虚焊等,在研发初期很多电池厂家都会为此大伤脑筋。
传统的解决方式主要通过提高焊接过程中激光器的稳定性,然而近几年现有技术水平已经能够保持激光器输出的激光功率稳定性很高且容易监控,在解决激光焊接的脱焊,虚焊缺陷问题上,行业领军企业的技术人员把关注重点转移到焊接前工件表面清洁度的检测上,并且取得了一定的成效。
在加工过程中会造成不同工件表面的油污含量、种类会有较大的差异,在焊接之前的清洗过程中如果没有彻底清洗干净,焊接时在高温作用下油污中的碳氢化合物会分离,碳与氧结合生成CO,从而间接导致焊接气孔。激光焊接的冷却速度太快,氢气孔问题更加严重,并且在激光焊接中还多了一类由于小孔的塌陷而产生的孔洞。近年来在进行激光焊接之前加入工具表面的检测环节,使得焊接时出现气孔的现象得到较大的改善。
而在焊接过程中出现的炸火(也称飞溅)问题,除了与材料本身的纯度、自身的特性有关之外,表面清洁度不足也认为是导致现象产生的原因之一。
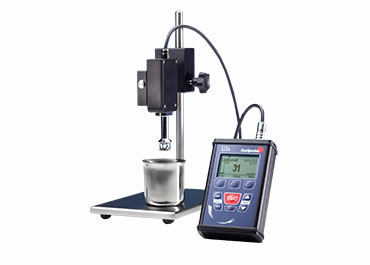
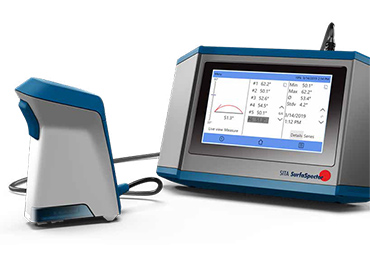
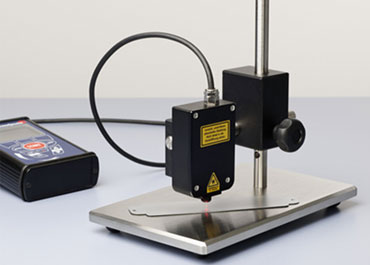
利用SITA CleanoSpector 表面清洁度仪是目前对零件进行表面清洁度测试的主要且可靠的方法之一。SITA CleanoSpector表面清洁度仪采用共焦法原理,通过光源发射出最佳波长的UV光探测金属表面的玷污物,另一边的感应器则探测荧光强度,荧光强度的大小取决于测试点的有机物残留情况。借助完整UV光源和感应器的共同作用,表面清洁度仪能清晰量化测试结果,用于直接判断零件表面干净程度是否达到合格范围。其结果输出有两种表示单位。
1、百分比(%),100%的清洁度值,表示一个绝对干净和无荧光的表面;
2、RFU值(相对荧光强度值),RFU值越大,零件表面的残留污染物含量也越高。通过量化后表面清洁度的指标能够协助稳定零部件加工过程中的的清洗质量,从而有效避免焊接过程中虚焊、脱焊的现象,以保证最终的焊接效果满足动力电池厂家的要求。
国内某知名汽车新能源电池制造商,由于环保要求的提高,将新型环保清洗剂替代传统水基清洗剂,但替换后没有很好量化零部件清洗后的清洁度数据,导致清洗质量下降,受油污过多影响容易造成后续焊接工艺出现虚焊和产品氧化等致命问题,对后期装车影响较大。
借助SITA CleanoSpector 表面清洁度仪,采取RFU表示单位,可快速检测并量化、记录零部件清洁度的相关数据。基于此数据,能避免人为主观判断带来的影响,更有效审查生产步骤和清洗程序,进而优化清洗工序,更大地提高了工作效率,减少返工率,降低生产成本。
量化测试数据,直观、可靠
测试时间短,仅需几秒即可完成产品表面检测
测量结果不受环境温度及产品表面粗糙度影响
自动校准功能,干净金属表面上即可完成校准
小巧便携,适用于实验室或工厂车间
在线式连续检测解决方案,可集成现有生产线
SITA表面清洁度仪能够达到最高敏感度并与众多实验室系统进行对比。此外,周围的光源、表面温度和表面粗糙度并不会对测试结果造成影响。(如需样品测试可致电18566398802与翁开尔公司联系。)